污泥干化机通过物理方法降低污泥含水率,其核心原理是利用热能加速水分蒸发,优势体现在效节能、保达标、操作简便及资源化利用等方面。
一、工作原理
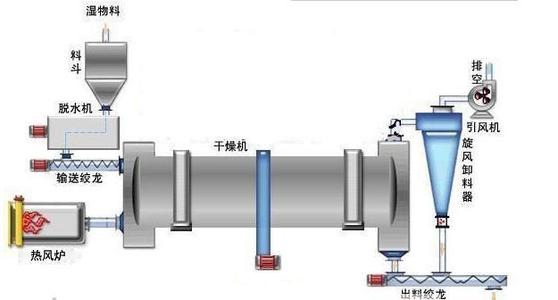
污泥干化机的核心是通过热能输入与气流循环,将污泥中的水分蒸发并排出。具体流程如下:
热能输入:
直接加热:热气流(如天气、热油或蒸汽)直接与污泥接触,通过热交换使水分蒸发。例如,转鼓式干燥机通过高温气流(649℃)与污泥混合,快速脱水。
间接加热:热源通过设备壁面传导热量至污泥,避免尾气交叉污染。例如,空心桨叶式干燥机利用楔形叶片与污泥接触,传热面积大且热量利用率超90%。
低温密闭循环:采用热泵技术,通过循环热空气在密闭环境中反复加热污泥,回收蒸发潜热,能耗降低60%。例如,威凌菲斯低温带式干化机将污泥含水率从70%降至10%,热风循环利用率达95%。
气流循环与水分排出:
湿热空气携带水分进入冷凝系统,水分冷凝为液态排出,干燥空气循环使用。例如,低温干化机通过热泵机组将湿热空气降温至40℃,冷凝水分后重新加热至70℃循环利用。
部分设备采用真空环境降低水分沸点(如65℃),进一步加速蒸发。
二、核心优势
高节能:
热效率高:间接加热式设备(如空心桨叶式)热利用率可达90%以上,直接加热式(如转鼓式)通过尾气回收进一步节能。
低温技术:低温干化机(如热泵型)能耗较传统工艺降低60%,蒸发1吨水耗电仅60-80kW·h,远低于传统热干化的800-1060kW·h。
无臭气排放:密闭设计减少H₂S、NH₃等挥发性气体析出,冷凝水处置简单,符合保标准。
粉尘控制:气流流速低,粉尘带出量少,回收设备体积小,降低二次污染风险。
操作简便与适应性:
自动化控制:通过PLC或计算机设定参数(如温度、时间),实现自动进料、干燥、出料,节省人工成本。
适应性强:可处理含水率80%-99%的污泥,输出产品含水率可调(0.1%-30%),满足不同工艺需求。
资源化利用:
燃料化:干化后污泥热值达1300-1500大卡,可用于焚烧发电或水泥窑协同处置。
材料化:制成颗粒状产品用于制砖、路基材料等,实现“变废为宝”。
结构优化与成本降低:
紧凑设计:设备占地面积小,模块化结构便于安装与扩展。
维护成本低:楔形叶片自清洁、齿轮优化等设计减少磨损,延长使用寿命。